![]()
柔性输送如何提升产线效率?
制造业正在面临着数字化转型的变革大潮中,但是,在很多时候,人们把聚焦点放在了“AI”和“数字化”的话题上。而实际上,在离散制造的产线上,也面临着巨大的变革,智能的分析与决策,同样需要“智能”的执行机构才能构成完整的“数字化制造”系统。

离散制造业包含了各个领域的产品前道的成型,以及后道的组装过程—它的挑战在于产品复杂性在规格、工艺、流程维度形成的复杂组合空间,这对生产的组织效率提出了难题。因此,变化的制造需要对这一问题的解决方案,这也正是柔性输送要去解决的。
图 1—ACOPOStrak 构建的制造平台
自推出首款柔性输送 SuperTrak 后,贝加莱又相继推出ACOPOStrak(如图 1)和 ACOPOS 6D 多代产品。已被广泛应用在各领域如食品饮料、制药、医疗器械组装、日用化工、消费电子、汽车电子等。在此过程中,贝加莱积累了非常丰富的应用场景经验:针对哪些场景,以及解决哪些效率问题,并如何高效的工程集成,使得项目能够成功达产。
浪费究竟在哪里?
对于组装生产企业而言,精益生产(Lean Production)思想及方法被普遍采用。而对于精益生产而言,其核心思想在于“消除一切浪费”。从这个视角来看,传统产线中的零配件输送、等待、堆积、中断、换装、设置等都被认为是生产中的浪费,成为了 OEE 不高的主要因素。
图 2 是最为常见的机械环形输送线,各个工站围绕在其周边形成一个工序流,而这个普遍被采用的输送线中,其实,由于其机械的“固定”带来非常多的问题:
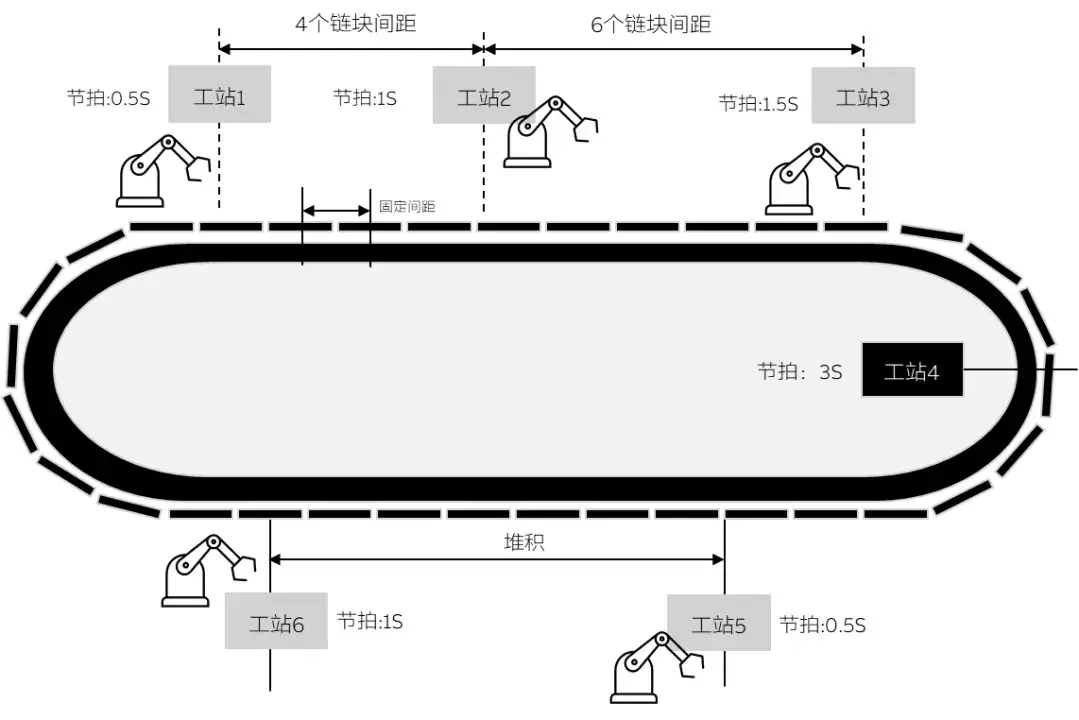
图 2—传统的机械输送链道的环形工站过程
1 负载均衡问题:
由于各个工站的节拍不同,那么,就会产生快速工站产生的产品堆积到低速工站前,这使得要么为其提供较大的缓冲区,或者通过预先的工站数配置,使得能够形成连续负载在各个工序间的均衡—可以称为“配平”。
但是,如果产品规格发生变化,导致节拍也发生变化,原有的均衡将被打乱,即,因为节拍的变化,而无法达到系统最大的产出能力—而如果产品经常性的变化,那么,系统就无法按照最高性能来运转,这会降低 OEE 中的性能(Performance)部分。
2 定位问题:
产品规格变化后,会产生加工中心点位置的变化,由于是连续的链块输送。导致每个工序工站对齐中心加工,其它工站—或者移动工站位置,又是复杂的调整。同时,如何让加工对象能够“等间距队列”排队加工,并能够提前在上一批加工完离开工站时,后序刚好启动加速并精确的进入下一工站,在时间上保持严丝合缝—进而,让效率进一步发挥?
3 中断:
由于产品需要跨线,因此,需要由人工进行搬运到其他产线的过程,这个会产生加工过程的“中断”,无论是采用机器人、AGV 还是人工的搬运,都会让生产产生一个时间上的断点。
4 换型时的机械更换:
个性化时代的产线经常会面临这个问题,例如在液体类的化妆品、饮料、制药等输送中,需要根据瓶子规格更换螺杆—这种就会消耗较多的时间,包括需要清洗等,使得产线的 OEE 下降。
5 剔废:
在出现废品、卡料等情况时,需要将减速、停机来进行料的剔除。而且,还有一个问题是,如果这些产品需要“成组”,如 6/12 个一起进入包装容器,那这个组里缺少了一个产品,也会给生产带来不必要的麻烦,例如人工或机器人等的干预。
以上“传输”、“等待”、“中断”、“换型”、“剔废”等动作,都会造成整个产线的工艺设备无法被有效的使用,因此,整个产线的 OEE 就会下降。
因此,必须有一种变革,来改变产线,让它能够适应这种变化。
柔性输送技术,就是为了解决这些问题—不仅包括上述问题,包括数字连接、机械磨损带来的维护,都是在磁悬浮输送技术实践过程中,给我们带来的惊喜—它的确改变了原来的生产线组织,使得生产能够变得更为高效,以应对复杂的生产变化。我们以贝加莱的 ACOPOStrak 和 ACOPOS 6D 为例,来阐述它如何改变着制造过程。
节拍均衡效率高
对于精益而言,大规模生产形成“连续流”(Continuous Flow),而对于个性化较强的如混线生产则需要形成“单件流”(One Piece Flow),这样才能使得产线达到最高的效率水平。
01 动子间距的灵活调整实现负载均衡:
在 ACOPOStrak/SuperTrak 上,各个工站时间发生变化,由于每个动子的速度、加速度、间距都可以被调整。它可以使得产线能够根据节拍变化形成新的均衡状态,而这些均衡是由系统自动生成,无需复杂编程。
这使得即使在产品更换后,节拍、位置发生变化时,生产仍然可以形成新的“连续流”状态。
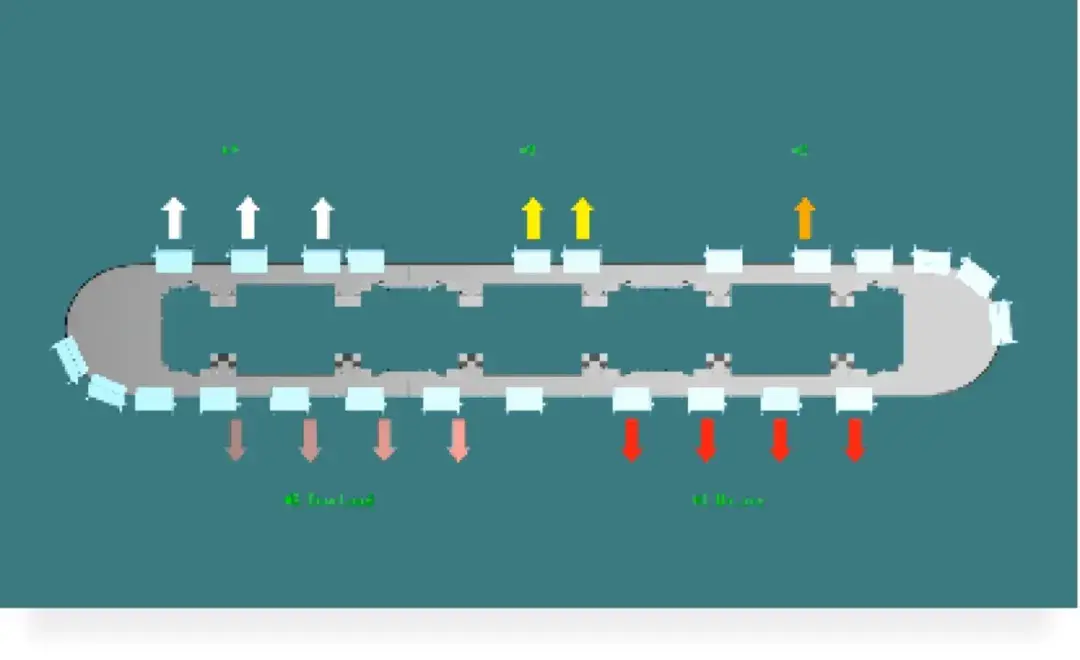
图 3—由动子灵活位置调整带来负载均衡
02 产品队列的间距重新调整
比如,排队进入,需要进行等间距队列进入不同工站,这个时候,动子滑块可以根据这个间距可调,让他们自动形成一个队列。而这个队列的间距也是可以任意调整的—这个是机械的输送难以实现的。
例如:当一个需要经过检测的视觉中心,而随着产品规格变化,放大或缩小—机械节距无法进行精确定位,而此时,ACOPOStrak 的动子则根据这个位置需求重新自由调整。
容错:配置服务区-剔废与零扰动换型
对于产线而言,可以配置出服务区,由于 ACOPOStrak 的轨道并不限于闭环,而是可以由 90°、135°--这样开环轨道,可以在产线侧形成一个类似于 F1 的赛车服务区,如图 4 所示,它包括几个作用:
1 针对不良品,离开生产到服务区,而避免将不良品纳入到下一工序;
2 零扰动换型:对于下一个批次的生产,其动子夹具在服务区可以设置等待。传统机械输送需要在前一批次里完成,再进行机械的工装夹具与调校。而对于 ACOPOStrak 而言,下一批次的动子在服务区等待,等前道完成,即可快速切换到下一个批次的生产。

图 4—ACOPOStrak 配置服务区,用于不良品或预装下一批次夹装
通常,通过早期虚拟验证,可以预先对整个生产的节拍、工艺参数进行预先的配置,及程序的预先编写。即可快速上线。
跨线流动与混线生产
当出现跨线流动需求时,在 ACOPOStrak 则由贝加莱独特的“变轨技术”,使得动子可以在各个轨道间流动。它降低了对辅助机械的需求,无论是皮带、机械手抓取换道、还是人工、AGV 等。
跨线流动的应用场景包括:
首先,负载分配,例如 A 工站 0.5S,而 B 工站 1.5S,那么,就可以在 A 工站后分三个产品流到 3 个 B 工站,以形成两个工序间的负载 1:1,当然反之,则可以汇流。
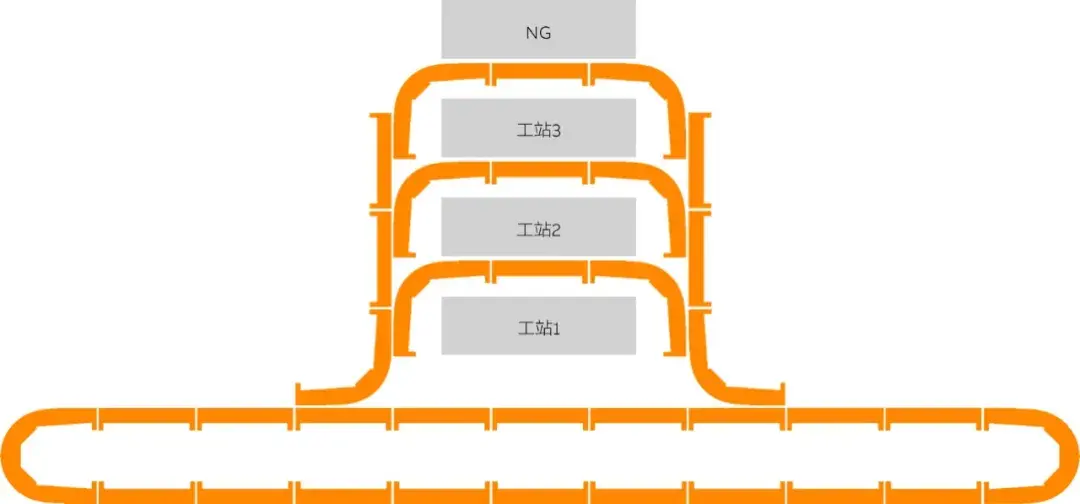
图 5—变轨形成负载不同
图5即是一种轨道布局,它可以用于负载的均衡,同时它的灵活性还在于—如果同样一个饮料,我们希望它贴不同的标签,其实,也可以用这个布局。
其次,变轨技术是让混线生产成为可能,即,产品根据需要流向自己所需的工站,而无需逐一加工,可以避开不需要的工站,并跨越“挡路者”。在 ACOPOS 6D 中,这个可以通过“超车道”来实现产品的“自主流动”—无需按步就班的走在一个固定的路线上。
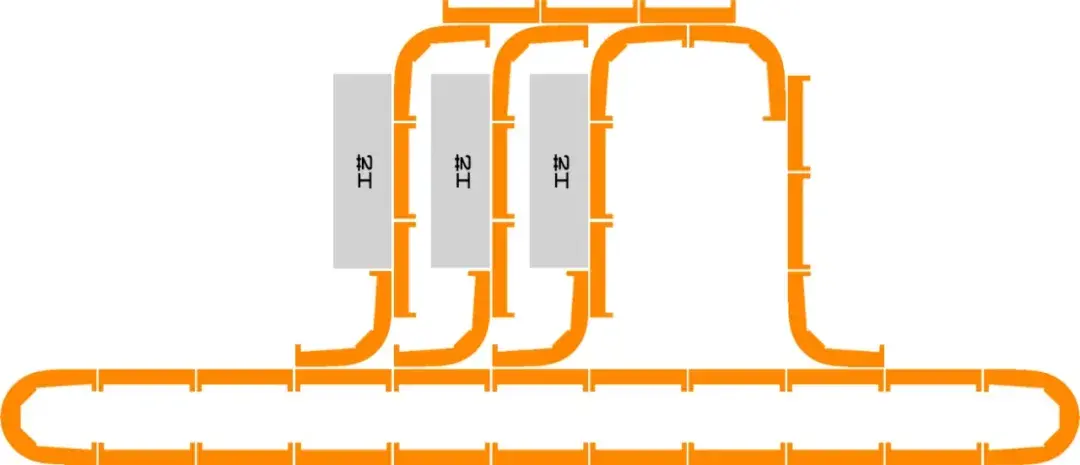
图 6—混线生产的布局
如图 6,在很多生产中,有些工序是相同的动作,但不同的参数,但后道会出现不同的动作,如吹瓶进来是相同的,却需要灌不同的饮料,或灌装相同却贴不同的标签…这就会需要将相同及不同的工站解耦,形成一个混线生产。
机械简化好处多
除了对负载均衡,容错、跨线流动,整个柔性输送对于机械简化带来的好处也是非常显著的。举个最简单的例子:如 ACOPOS 6D 用于加工,当我们对一个产品进行例如焊接动作要焊接一个圆的时候,它需要 X,Y,Z 三个轴都动作,这个机械机构会需要安装三个电机驱动的机械机构。而如果改为 ACOPOS 6D,则像图7右侧一样。因为,这个动子,它自己可以带着被加工对象—轻松的走这样一个圆来加工。
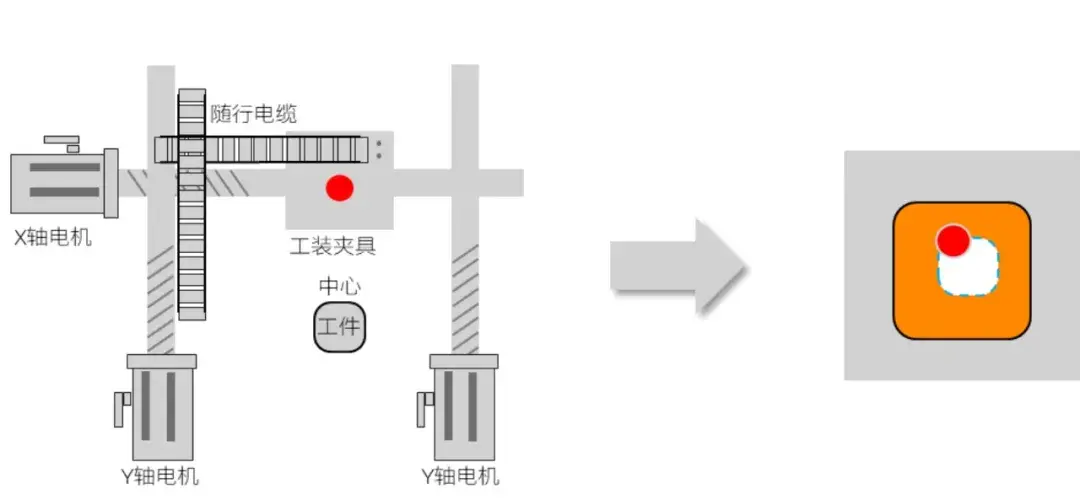
图 7—ACOPOS 6D简化机械系统
不仅如此,在遇到需要变位的时候,ACOPOS 6D 还可以沿着 X,Y,Z 轴做旋转,这样机械变位机构也会被省略。
它带来的好处就太多了:
机械简化:
快速就构成一个产线,当需要调整的时候,软件来定义这个曲线。
维护工作少:
少了这么多机械,维护也变得简单;
精度有保障:
这些非接触的磁悬浮输送技术,它们没有机械磨损造成的误差累积,精度一致性高。
产线更易复用:
想复用,就是编程去重新规划路径、加工工艺参数即可。
ACOPOStrak/ACOPOS 6D 这样的柔性输送与平面磁浮输送技术,它非常大的改变了传统机械产线所带来的调整、维护等复杂性。并且,为产线设计提供了更多的可能性—不仅是输送,在配合加工、产线可视化、仿真等方面提供了非常大的灵活性。在目前数十个应用项目中,包括了医疗器械、日化、包装、制药、电子、电池等各个领域。
回到本文最前面,它实现了精益中的“消除一切浪费”,它在各个环节带来的好处,使得它具有“效率倍增器”的能力。




